
What Is Screen Printing? Process, Uses, and Benefits
June 23, 2026

What Is Screen Printing? Process, Uses, and Benefits
Screen printing is a stencil-based printing technique where ink is forced through open areas of a mesh screen to transfer a design onto a surface. The industry also calls it serigraphy or silk screening, though screen printing is the standard commercial term. It is the dominant method for custom apparel, branded merchandise, and signage because it produces thick, opaque ink layers that resist fading and wear. A basic setup requires four components: a mesh screen, a stencil made from photosensitive emulsion, ink, and a squeegee. Whether you are a small business ordering team uniforms or a school running a spirit wear store, understanding how screen printing works helps you make smarter decisions about your next custom apparel project.
How does the screen printing process work?
Screen printing transfers a design through a physical mesh rather than printing directly from a digital file. That distinction matters because print quality depends on screen preparation and squeegee technique, not just the artwork file.
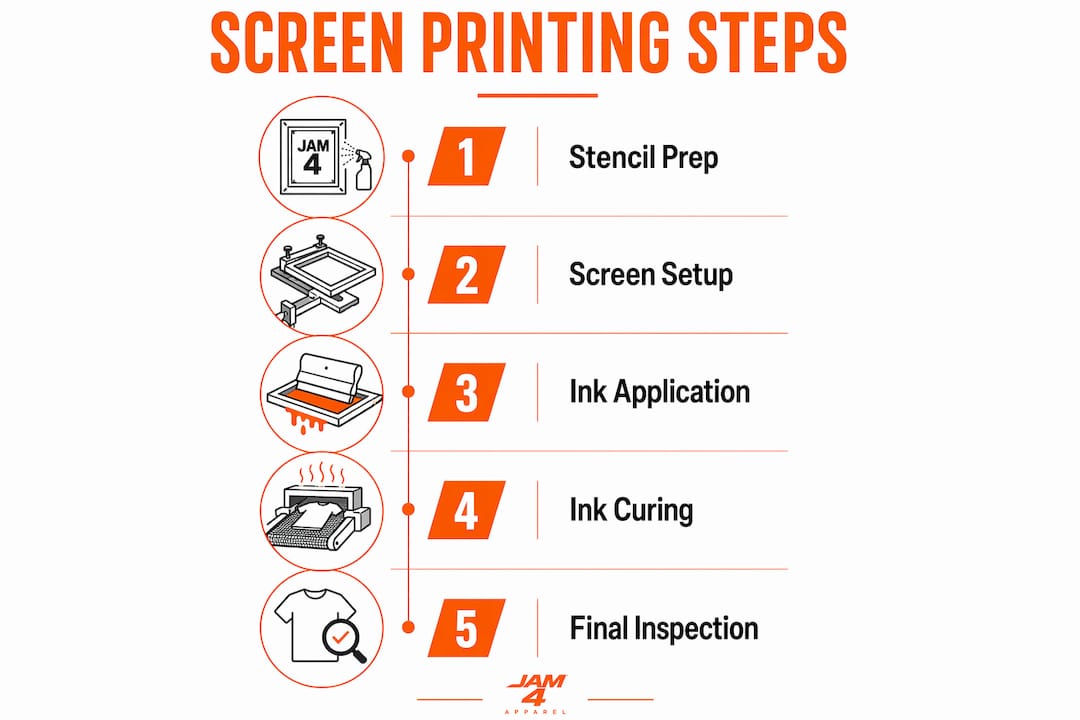
The process follows a clear sequence:
- Create the stencil. A mesh screen is coated with photosensitive emulsion. Artwork is printed onto a transparent film and laid over the coated screen. UV light hardens the emulsion everywhere except where the design blocks it. Washing the screen removes the unhardened emulsion, leaving open mesh where ink will pass through.
- Set up the press. The screen is mounted on a press and aligned over the substrate, whether that is a T-shirt, tote bag, or sheet of paper.
- Apply the ink. Ink is placed at one end of the screen. A squeegee with firm, even pressure draws ink across the screen, forcing it through the open mesh onto the material below.
- Lift the screen. The screen is raised, revealing the printed design. One squeegee pass produces one impression.
- Cure the ink. The printed item passes through a dryer or heat tunnel to bond the ink permanently to the substrate.
Pro Tip: Squeegee blade hardness, measured in durometer, controls how much ink deposits on the surface. A harder blade lays down a thinner ink layer for fine detail. A softer blade deposits more ink for bold, opaque coverage. Match the blade to your design before you start a run.
Mesh tension and emulsion type also affect sharpness and color fidelity. Screen plate setup is a skill-intensive step that separates clean, professional prints from blurry or uneven ones.

What substrates and materials can screen printing be used on?
Screen printing works on a wide range of surfaces. The key requirement is that the ink and stencil system must adhere properly to the material.
Common substrates include:
- Textiles and apparel. T-shirts, hoodies, uniforms, and tote bags are the most popular applications. Fabric absorbs plastisol and water-based inks well, producing durable, opaque prints that hold up through repeated washing.
- Paper and cardstock. Posters, event programs, and packaging labels are frequently screen printed because the process delivers rich, saturated color on flat stock.
- Plastics. Promotional products like water bottles, phone cases, and signage panels accept screen printing when the correct ink chemistry is used.
- Signage materials. Corrugated plastic, foam board, and vinyl banners are all compatible with screen printing techniques designed for rigid or semi-rigid surfaces.
The stencil blocks ink transfer wherever the design does not require it. Versatility depends on matching the ink formulation to the surface texture and porosity. Plastisol ink dominates apparel printing because it sits on top of fabric fibers and resists cracking. Water-based inks penetrate the fabric for a softer feel, which works well on fashion-forward garments. Specialty inks like metallic, puff, and discharge expand the creative range further. Knowing your substrate before you choose an ink type saves time and prevents costly reprints.
Screen printing vs digital printing: which is right for you?
Screen printing and digital printing solve different problems. Choosing the wrong method for your project wastes money.
| Factor | Screen printing | Digital printing |
|---|---|---|
| Best for | Bold, simple designs in bulk | Complex, photographic images in small runs |
| Color range | Spot colors, limited palette | Full color, unlimited gradients |
| Durability | Very high. Ink sits on top of material | Moderate. Ink bonds into fabric fibers |
| Setup cost | Higher per job due to screen creation | Low. No screens required |
| Cost per unit | Drops sharply at higher quantities | Stays relatively flat at all quantities |
| Detail level | Strong for clean lines and solid fills | Better for fine gradients and photo realism |
Screen printing produces vibrant, long-lasting graphics that outperform digital methods in durability. That advantage matters most for branded merchandise, team uniforms, and promotional items that see heavy use. Digital printing wins on short runs and designs with photographic complexity, where setting up individual screens would cost more than the order is worth.
Pro Tip: If your design has more than six colors or contains photographic gradients, ask your decorator about DTF (Direct-to-Film) transfers or digital printing before committing to screen printing. You may get a better result at a lower price point for small quantities.
The screen mesh role in print quality is also worth understanding before you finalize artwork. Mesh count determines how much ink passes through and how fine a detail the screen can hold.
How does multi-color screen printing work?
Multi-color screen printing requires a separate screen for each color in the design. A five-color design means five screens, five ink passes, and five alignment steps. That workflow is more complex than it sounds.
Each additional color requires its own screen and pass, which increases production time and the chance of misregistration. Registration is the alignment of each color layer so the final image looks sharp and intentional. Off-register prints show color bleeding or gaps between design elements.
Key practices for successful multi-color runs:
- Separate artwork by color layer before production begins. Each layer becomes its own film positive and screen. Sloppy color separation creates problems that no amount of press adjustment can fix.
- Cure ink between passes when needed. Wet-on-wet printing is possible for some color combinations, but drying between passes prevents smearing and color contamination on complex designs.
- Use registration marks on every screen. These small crosshair marks outside the print area allow the press operator to align each screen precisely before the run starts.
- Sequence colors strategically. Print lighter colors first and darker colors last to maintain color accuracy and prevent muddy overlaps.
| Colors in design | Screens required | Relative setup complexity |
|---|---|---|
| 1 | 1 | Low |
| 2–3 | 2–3 | Moderate |
| 4–6 | 4–6 | High |
| 7+ | 7+ | Very high. Consider digital alternatives |
Planning color separation and registration is the most critical quality control step in multi-color screen printing. Designers who understand this workflow build artwork that is easier and cheaper to print. For a detailed breakdown of how color limits affect your design choices, the color limits guide at Jam4apparel covers the topic thoroughly.
Key Takeaways
Screen printing is the most durable and cost-effective method for bold, multi-unit custom apparel when designs use a limited number of spot colors.
| Point | Details |
|---|---|
| Core process | Ink is pushed through a mesh stencil with a squeegee, one pass per color. |
| Material versatility | Screen printing works on fabric, paper, plastic, and signage with the right ink. |
| Durability advantage | Ink sits on top of the substrate, resisting fading and wear better than digital methods. |
| Multi-color complexity | Each color needs its own screen; registration and curing are critical quality steps. |
| Best use case | Bold, simple designs in bulk quantities deliver the best cost-per-unit value. |
Why screen printing still earns its place in a digital world
Screen printing gets underestimated by people who have only seen it compared to digital printing on price sheets. That comparison misses the point. The ink layer that screen printing deposits is physically thicker than anything a digital printer lays down. You can feel it with your fingertip. That tactile quality is not a technical footnote. It is the reason a screen-printed logo on a uniform still looks sharp after two years of weekly washing, while a digitally printed version fades in months.
Working with businesses across the Chicagoland area, I have seen the same pattern repeat. A company orders digitally printed shirts to save money on a small run, then comes back six months later asking why the prints look worn. Screen printing has a higher setup cost, and that cost is real. But for any order where the garments will be worn regularly, the durability math almost always favors screen printing over the life of the product.
The one place I genuinely recommend digital alternatives is photographic artwork. Screen printing handles gradients poorly compared to DTF or direct-to-garment printing. If a client brings me a design with a sunset or a detailed portrait, I tell them honestly that screen printing is the wrong tool. Matching the method to the design is the most important decision in the whole process. Getting that right saves money, prevents disappointment, and produces work you are proud to put your name on.
— Adam
Custom screen printing services from Jam4apparel
Jam4apparel specializes in custom screen printing for businesses, schools, sports teams, and nonprofits throughout the Chicagoland area. In-house production means faster turnaround times and direct quality control from artwork approval through final delivery.

Whether you need bulk T-shirts for a company event, spirit wear for a school store, or branded uniforms for your team, Jam4apparel handles orders of all sizes with competitive pricing. The team works with clients from Lake in the Hills, Illinois and the surrounding region to bring custom apparel to life. Visit jam4apparel.com to request a quote or browse the full range of apparel and decoration options.
FAQ
What is screen printing in simple terms?
Screen printing is a method where ink is pushed through a stencil on a mesh screen onto a surface using a squeegee. Each color in the design requires its own screen and pass.
What is a screen printing screen made of?
A screen printing screen is a frame, typically aluminum or wood, stretched with a fine mesh fabric coated in photosensitive emulsion. The emulsion is exposed to UV light and washed to create the stencil.
What materials are used in screen printing?
The core materials are a mesh screen, photosensitive emulsion, ink (plastisol or water-based), a squeegee, and the substrate being printed. Ink type is matched to the surface material for proper adhesion and durability.
How is screen printing different from digital printing?
Screen printing uses physical screens and ink layers for durable, opaque prints best suited to bulk orders with simple designs. Digital printing applies ink directly from a file, making it better for small runs with photographic or gradient-heavy artwork.
What is contract screen printing?
Contract screen printing is when a business outsources its printing work to a dedicated production facility rather than running an in-house press. Brands and decorators use contract printers to handle overflow orders or access specialized equipment without owning it.
Recommended
Ready to print your design?
Screen print, embroidery, and DTF — no minimums on many styles.