
Reflective Printing Apparel: Safety & Style Guide
June 17, 2026

Reflective Printing Apparel: Safety & Style Guide
Reflective printing apparel is clothing decorated with retroreflective inks or films that return light directly back to its source, making the wearer visible in low-light conditions. The industry term for this technology is retroreflection, and it powers everything from construction vests to running jackets to branded event shirts. At its core, the technology relies on tiny glass beads or microprismatic optics embedded in inks or heat transfer films. Products like 3M Scotchlite have set the benchmark for this category for decades. Whether you are outfitting a road crew, a sports team, or a promotional event, understanding how reflective printing works helps you choose the right material for the job.
What is reflective printing apparel and how does it work?
Reflective printing apparel uses retroreflective materials applied to fabric through screen printing or heat transfer methods. The key mechanism is retroreflection: light from a car headlight or flashlight hits the garment, bounces off the glass beads or prismatic elements, and travels directly back toward the light source. This is fundamentally different from standard fluorescent fabric, which only glows under UV light and provides no nighttime benefit.
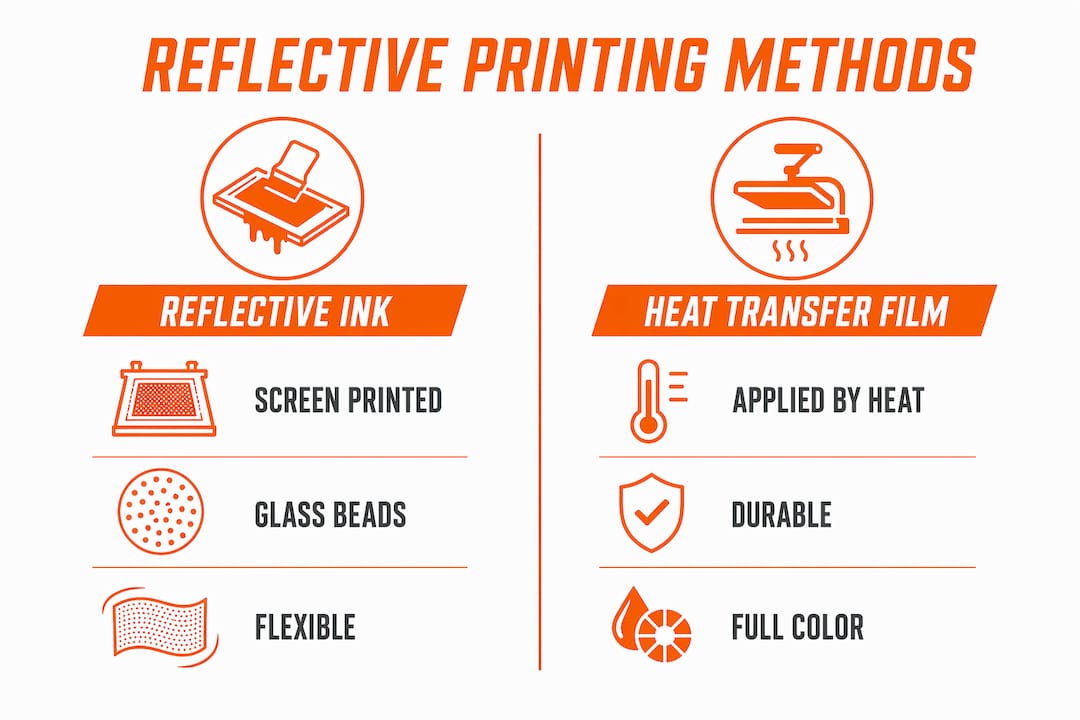
Two primary delivery systems exist: reflective ink and reflective heat transfer film. Reflective ink contains suspended glass beads mixed into a printable base. Reflective heat transfer film is a pre-manufactured sheet applied with heat and pressure, often using materials like 3M Scotchlite or printed PES (polyester) film.

Retroreflective apparel is visible to drivers from up to 1,000 feet, providing 3–5 times greater visibility compared to fluorescence alone. That distance translates directly into reaction time for drivers, which is why retroreflection is the standard for serious safety applications.
Reflective ink vs. reflective heat transfer film
Reflective ink is screen printed directly onto the garment. The glass beads wick into the fabric fibers during printing, which is what creates the reflective surface. Reflective heat transfer film is pressed onto the garment using a heat press, bonding a pre-made reflective layer to the surface. Each method produces a different look, durability profile, and compliance level.
How does reflective printing work in production?
Screen printing with reflective ink follows a specific process that differs from standard plastisol printing. The most critical rule: print without an under-base. An under-base blocks the glass beads from wicking into the fabric fibers, which drastically reduces reflectivity. The beads need direct contact with the fabric to function correctly.
Ink preparation is equally important. Glass beads settle to the bottom of the container quickly. Mixing reflective ink from the bottom up before every print run keeps the beads evenly distributed. Uneven distribution means inconsistent reflectivity across the finished garment.
Pro Tip: Mix reflective ink thoroughly from the bottom of the container before each run. Glass beads settle fast, and poor mixing produces patchy, low-reflectivity results that no amount of reprinting will fix.
Production settings also matter. Optimal screen printing requires a harder squeegee, specifically in the 70–80 durometer range, combined with higher off-contact distance. Print the reflective layer last in any multi-color job. Always confirm adhesion with a wash test before releasing a full production run.
Key production rules for reflective ink screen printing:
- Skip the under-base entirely to preserve bead wicking action
- Mix ink from the bottom up before every print
- Use a 70–80 durometer squeegee for consistent bead deposit
- Set higher off-contact than standard plastisol jobs
- Print reflective layers last in multi-color sequences
- Run an adhesion wash test before full production
Heat transfer film application is simpler in production but requires precise temperature and pressure settings specific to the film manufacturer’s specs. Misapplication causes edge lifting and early delamination.
Reflective printing materials: which type is right for you?
The material you choose determines visibility range, durability, compliance status, and cost. Three main options cover most applications: retroreflective film (such as 3M Scotchlite), printed PES reflective heat transfer film, and screen-printable reflective ink.
3M Scotchlite reflective materials use patented optics to redirect light directly back to the source with consistent performance and global certification. These materials meet ANSI/ISEA 107 and EN ISO 20471 standards and maintain reflectivity after extensive industrial washing. They are the go-to choice for any garment that must meet regulatory safety requirements.
Printed PES reflective heat transfer film allows full-color custom graphics on a reflective surface, providing daytime visibility and nighttime reflectivity. The transparent ink printing lets the retroreflective beads beneath remain functional in darkness. This makes it the best option for custom reflective print designs that need both branding impact and functional reflectivity.
Screen-printable reflective ink is best for fashion and secondary branding applications. It produces a striking silver shimmer effect but does not meet ANSI high-visibility standards for primary safety gear. Use it for promotional shirts, event apparel, and athletic wear where the goal is visual impact rather than regulatory compliance.
| Material | Visibility Range | Durability | Compliance | Best Use |
|---|---|---|---|---|
| 3M Scotchlite Film | Up to 1,000 ft | 50+ industrial washes | ANSI/ISEA 107, EN ISO 20471 | Safety uniforms, hi-vis workwear |
| Printed PES Film | High, full-color | Good with proper application | Varies by product | Custom branded safety and sportswear |
| Reflective Ink | Moderate | Moderate | Fashion/branding only | Promotional apparel, athletic wear |
What are the benefits of reflective apparel for safety and branding?
Reflective clothing reduces pedestrian and worker accident risk by up to 50% in low-light conditions. That figure comes from safety research supporting standards set by OSHA and EN ISO 20471. For any organization with workers near traffic or operating in low-light environments, reflective apparel is not optional equipment. It is a documented risk reduction tool.
Compliance standards define the minimum reflective material requirements for different risk levels. ANSI/ISEA 107 governs high-visibility safety apparel in the United States. EN ISO 20471 is the international equivalent. Both require retroreflective tape or film with specific minimum retroreflectivity values, which screen-printable ink alone cannot meet.
Beyond safety, reflective printing adds measurable branding value. Custom reflective logos and graphics on uniforms create a professional look during the day and a striking visual at night. Sportswear brands, running clubs, and cycling teams use reflective elements to differentiate their gear. Promotional event apparel with reflective accents gets noticed in photos and video, extending brand exposure beyond the event itself.
Applications where reflective printing delivers clear value:
- Construction and road crews: Compliance with ANSI/ISEA 107 for worker safety near traffic
- Emergency responders: High-visibility vests and jackets for first responders
- Running and cycling apparel: Night visibility for athletes training outdoors
- School spirit wear: Reflective logos on team jackets for early morning and evening events
- Promotional merchandise: Event shirts and branded giveaways with reflective graphic accents
How to choose and produce reflective printed apparel
Choosing between reflective ink and reflective film starts with one question: does the garment need to meet a safety compliance standard? If yes, use certified retroreflective film such as 3M Scotchlite. If the goal is branding or fashion effect, reflective ink or printed PES film gives you more design flexibility at a lower cost.
Premium retroreflective materials cost more upfront but last 3–5 times longer than generic alternatives. Generic materials may fall below safety compliance after as few as 10 washes or six months of use. For work uniforms that need to stay compliant through a full year of use, the math favors the premium option.
Fabric type affects both reflectivity and durability. Tightly woven polyester and cotton-poly blends hold reflective ink better than loose-weave fabrics. Stretchy fabrics like spandex blends can cause reflective films to crack over time. Test your chosen material on the actual fabric before committing to a full production run.
- Confirm whether the application requires ANSI/ISEA 107 or EN ISO 20471 compliance
- Select certified retroreflective film for compliance applications; use reflective ink for branding
- Test the chosen material on the actual fabric substrate before full production
- Follow ink manufacturer mixing and printing specs exactly, including squeegee durometer
- Run a wash adhesion test at the recommended cycle count before approving production
- Document wash care instructions on the garment label to protect reflectivity over time
Pro Tip: Wash reflective garments inside out in cold water on a gentle cycle. High heat and abrasive detergents degrade both the glass beads in reflective ink and the adhesive bond in heat transfer films. Proper care can double the functional life of reflective apparel.
Where is reflective printing apparel used?
Reflective printing appears across a wider range of industries than most people expect. The applications span from regulated safety environments to consumer fashion, and the technology adapts to each context.
Workplace safety is the largest and most regulated category. Construction workers, road maintenance crews, warehouse staff, and logistics workers wear retroreflective vests and jackets that meet ANSI/ISEA 107. Emergency responders including firefighters and paramedics rely on EN ISO 20471-compliant gear. For these users, reflective apparel is a legal requirement, not a style choice.
Athletic and outdoor sportswear represents the fastest-growing consumer segment. Runners, cyclists, and hikers use reflective printing on jackets, vests, and shorts for night visibility. Brands like Nike and Adidas incorporate reflective elements into performance lines specifically for this use case. The reflective accents serve a safety function while reinforcing a technical, performance-oriented aesthetic.
Promotional and event apparel uses reflective printing for visual impact. Custom reflective print designs on event shirts, branded hoodies, and team uniforms create a premium look that photographs well and stands out in low-light settings. Organizations using local apparel printing for team gear increasingly request reflective accents as a differentiator.
Fashion and streetwear have adopted reflective elements as a design trend. Reflective panels, logos, and piping appear on sneakers, jackets, and accessories. This application prioritizes visual effect over safety function, making screen-printable reflective ink the practical choice.
Reflective apparel is more nuanced than most buyers realize
Most people shopping for reflective printed apparel assume all reflective materials perform the same way. They do not. After working with custom apparel across safety, athletic, and promotional categories, the single biggest mistake I see is treating reflective ink as a substitute for certified retroreflective film in safety applications.
Reflective ink looks impressive on a finished shirt. It catches light and creates a strong visual effect. But it is a fashion tool, not a safety compliance solution. The glass bead density, orientation, and adhesion in screen-printable ink cannot replicate the engineered retroreflectivity of 3M Scotchlite or equivalent certified films. If your workers are near traffic, that distinction matters legally and physically.
The second thing most buyers miss is wash performance. A garment that looks great on day one but loses reflectivity after 10 washes is not a cost-effective purchase. Specifying the wash durability requirement upfront, and asking for documented wash test data from your supplier, separates durable products from ones that look the part but fail in the field.
The good news is that the technology has improved significantly. Printed PES reflective heat transfer films now allow full-color custom graphics with genuine retroreflective performance. You no longer have to choose between a branded look and functional visibility. The best current products deliver both, and that is where the category is heading.
— Adam
Get custom reflective apparel from Jam4apparel
Jam4apparel produces custom reflective printed apparel for businesses, sports teams, schools, and organizations throughout the Chicagoland area. Whether you need ANSI-compliant safety uniforms for a construction crew or reflective-accented promotional shirts for an event, Jam4apparel handles the full production process in-house.

The team at Jam4apparel works with high-quality materials and applies the production techniques that protect reflectivity through repeated washing. Fast turnaround, competitive pricing, and direct access to the production team make the process straightforward from first quote to finished garment. Explore custom screen printing services to see the full range of options, or visit Jam4apparel to start your order today.
FAQ
What is reflective printing apparel?
Reflective printing apparel is clothing decorated with retroreflective inks or films that return light directly back to its source, making the wearer visible in low-light conditions. The technology uses glass beads or microprismatic elements to achieve this effect.
Does reflective ink meet safety compliance standards?
Screen-printable reflective ink does not meet ANSI/ISEA 107 or EN ISO 20471 standards for primary safety gear. Compliance applications require certified retroreflective films with engineered bead orientation, such as 3M Scotchlite.
How long does reflective printing last on a garment?
Premium retroreflective materials like 3M Scotchlite maintain performance after 50 or more industrial washes. Generic reflective materials may fall below compliance thresholds after as few as 10 washes, making material quality a critical purchase factor.
Can reflective printing include custom colors and logos?
Printed PES reflective heat transfer film supports full-color custom graphics on a reflective surface, delivering both daytime branding and nighttime retroreflectivity. Standard reflective ink produces a silver effect and is better suited to single-color accent designs.
What fabrics work best for reflective printing?
Tightly woven polyester and cotton-poly blends hold reflective ink and heat transfer films better than loose-weave or high-stretch fabrics. Spandex-heavy blends can cause reflective films to crack over time, so always test on the actual substrate before full production.
Key takeaways
Reflective printing apparel works because the right material, applied correctly, returns light to its source and keeps wearers visible at distances where fluorescence alone fails.
| Point | Details |
|---|---|
| Retroreflection is the core mechanism | Glass beads or prismatic films return light to its source, not just scatter it. |
| Ink and film serve different purposes | Reflective ink suits branding; certified films like 3M Scotchlite are required for safety compliance. |
| Production technique determines performance | Skipping the under-base and mixing ink thoroughly are non-negotiable steps for reflective ink printing. |
| Material quality affects wash durability | Premium materials last 3–5 times longer than generic options before losing compliance-level reflectivity. |
| Application drives material choice | Confirm compliance requirements before specifying materials to avoid costly reprints or safety failures. |
Recommended
Ready to print your design?
Screen print, embroidery, and DTF — no minimums on many styles.